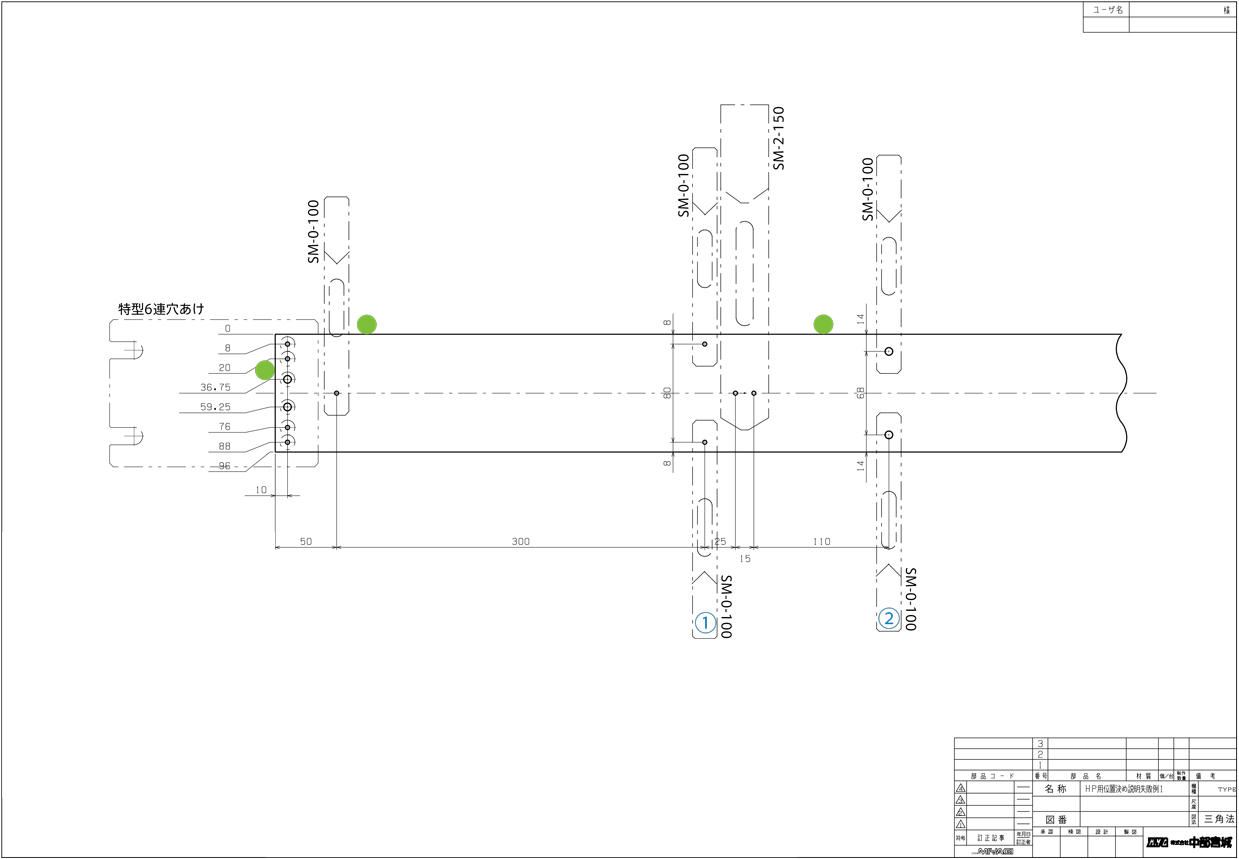
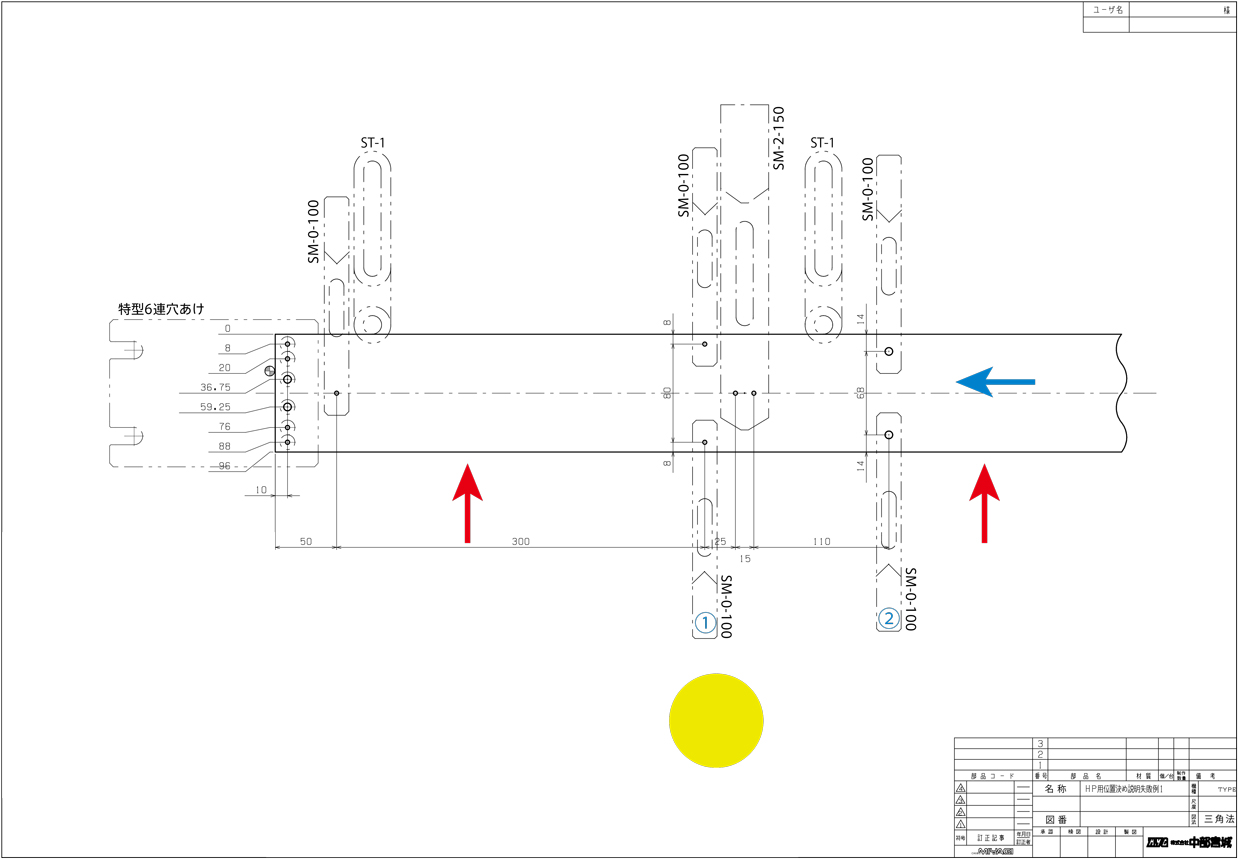
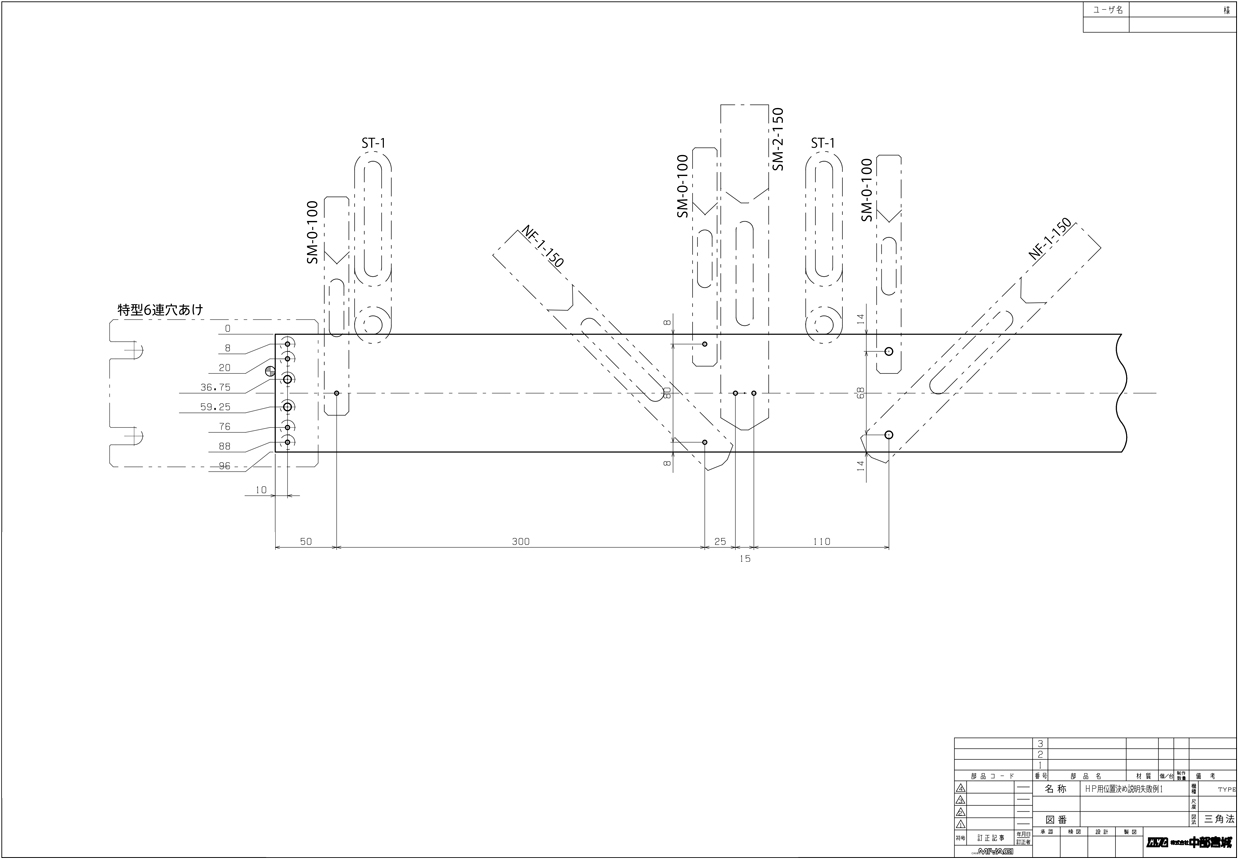
位置決め使用例2と仮置き用DXF配布
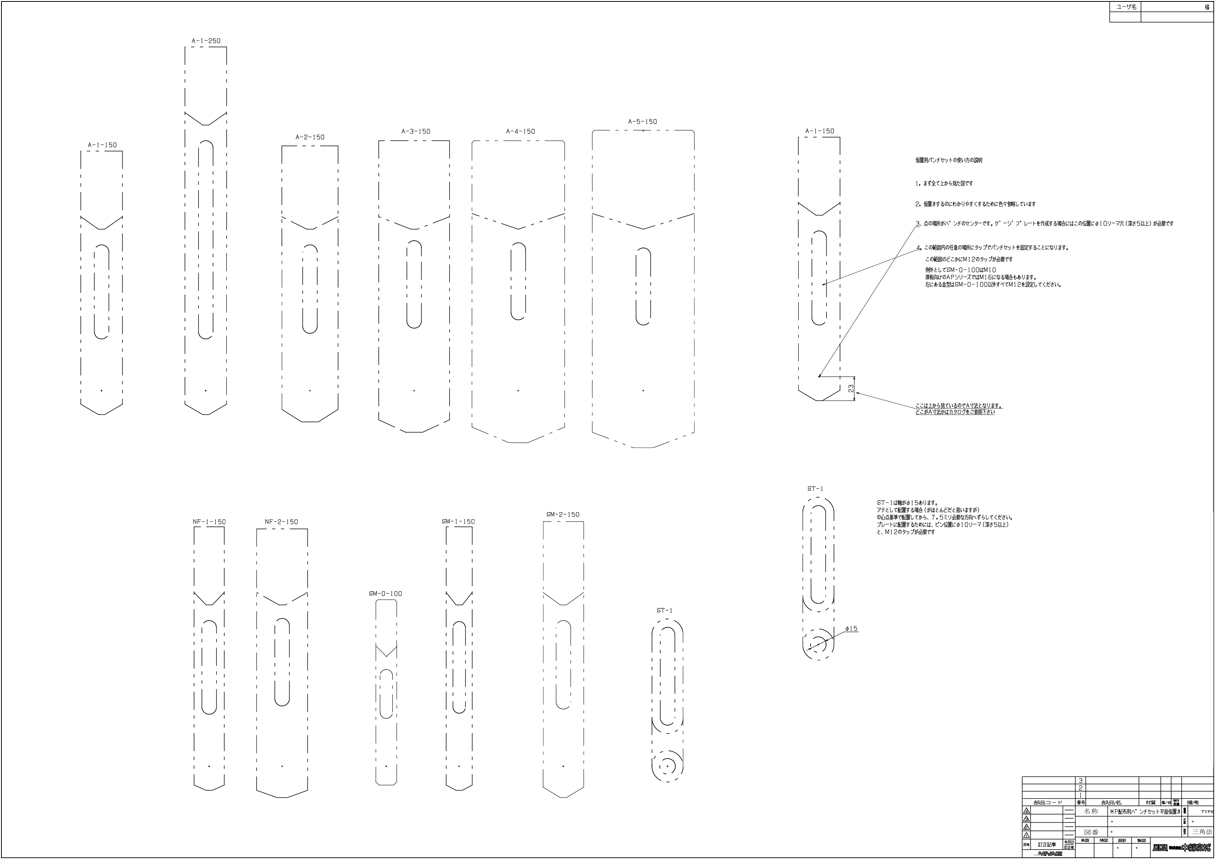
仮置き用DXFはこちら
〒463-0081 愛知県名古屋市守山区川宮町183-1 TEL:052-725-8825 FAX:052-725-8256